
Product Description
- Always use with ‘-‘ negative earth.
- 4x roll feeder needed with knurled flux-cored serrated drive rollers.
- 3mtr torch preferable because it’s a soft wire (unless it’s an ESAB Robust Feed which can feed with 4mtr torch)
- 1.6mm Polyamide Teflon liner needed for 1.2mm wire.
- Sometimes a 1.4mm contact tip is also advised if used on an air cooled torch (prevents snagging).
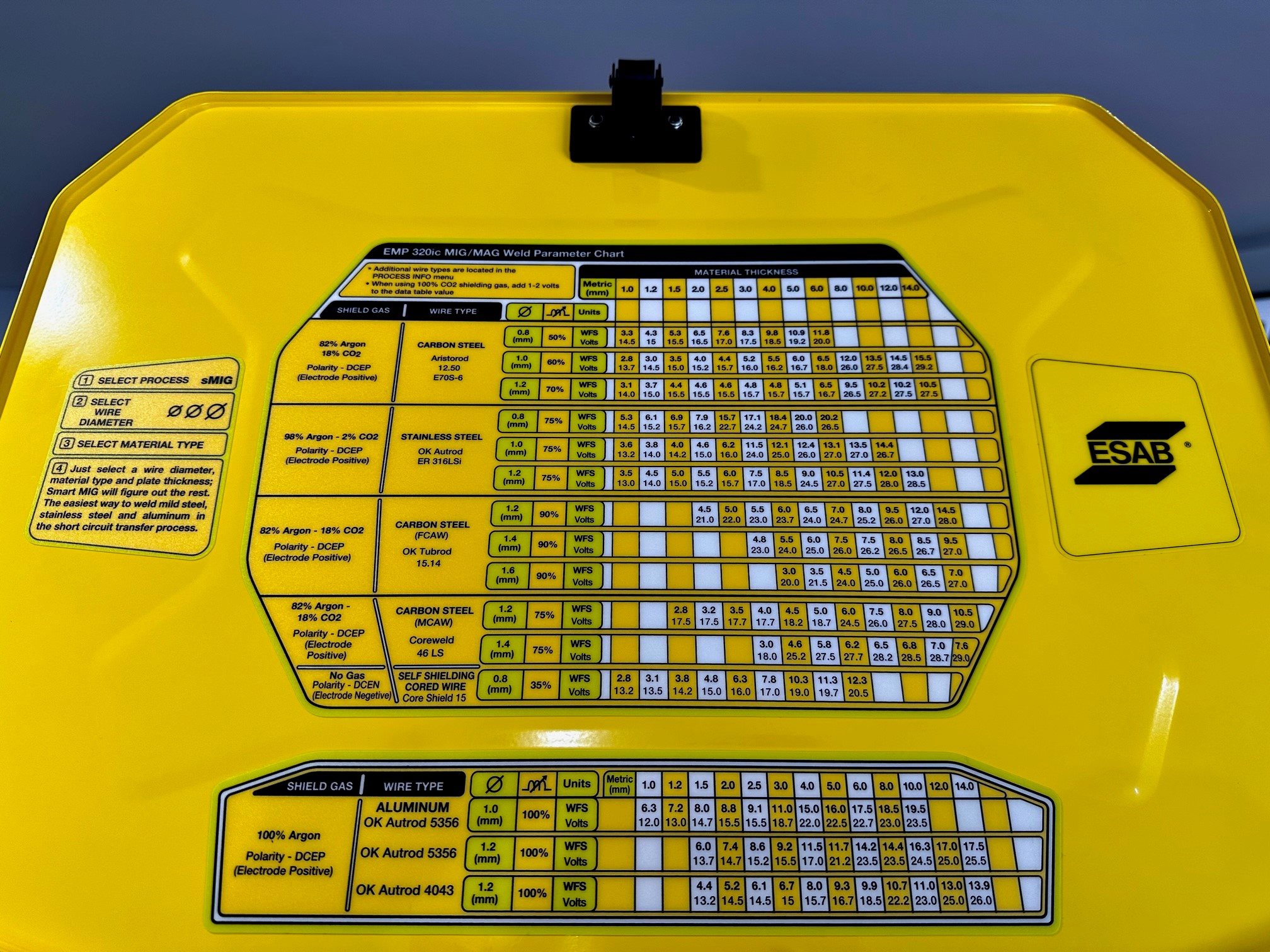
- 88% Argon / 12% Co2 BOC M21 shielding gas required for best results.
DO NOT USE ON SYNERGIC MODE (unless it’s the Warrior Edge which has a synergic setting for Coreweld 46).
DO NOT USE ON PULSE MIG MODE.
Keep the feed speed low and amperage high, and this wire floods into a prep like liquid metal… and fast.
For best results welding 6mm to 6mm plate for example, use on a manual MIG, set to the polarity to 75%, wire feed speed @ 6mtr per min, and 24.5 Volts.
Why Coreweld 46 LS is not for vertical-down welding
- Lack of slag support: Unlike flux-cored wires, metal-cored wires do not produce enough slag to support the molten weld pool in a vertical-down position. This leads to the weld metal running out, making it impossible to create a proper joint.
- High deposition rate: Metal-cored wires are designed for high productivity in flat and horizontal positions, which is not suitable for out-of-position welding.
- Incorrect process: The metal-cored process is optimised for high deposition rates and penetration, which is not what you need when trying to maintain control in a vertical-down scenario.
Alternative for vertical-down welding
- For vertical-down welding, a gas-shielded flux-cored wire (FCAW-G) is the correct choice. This type of wire has a flux coating that solidifies quickly and forms a shelf to hold the molten metal in place
Part no. 35LS127730




{kind=link}